


Working gloves
In Juba we have more than 400 work gloves to prevent thermal, mechanical, chemical, electrical risks, cutting risks, welding sparks... that a worker can find in his workplace.
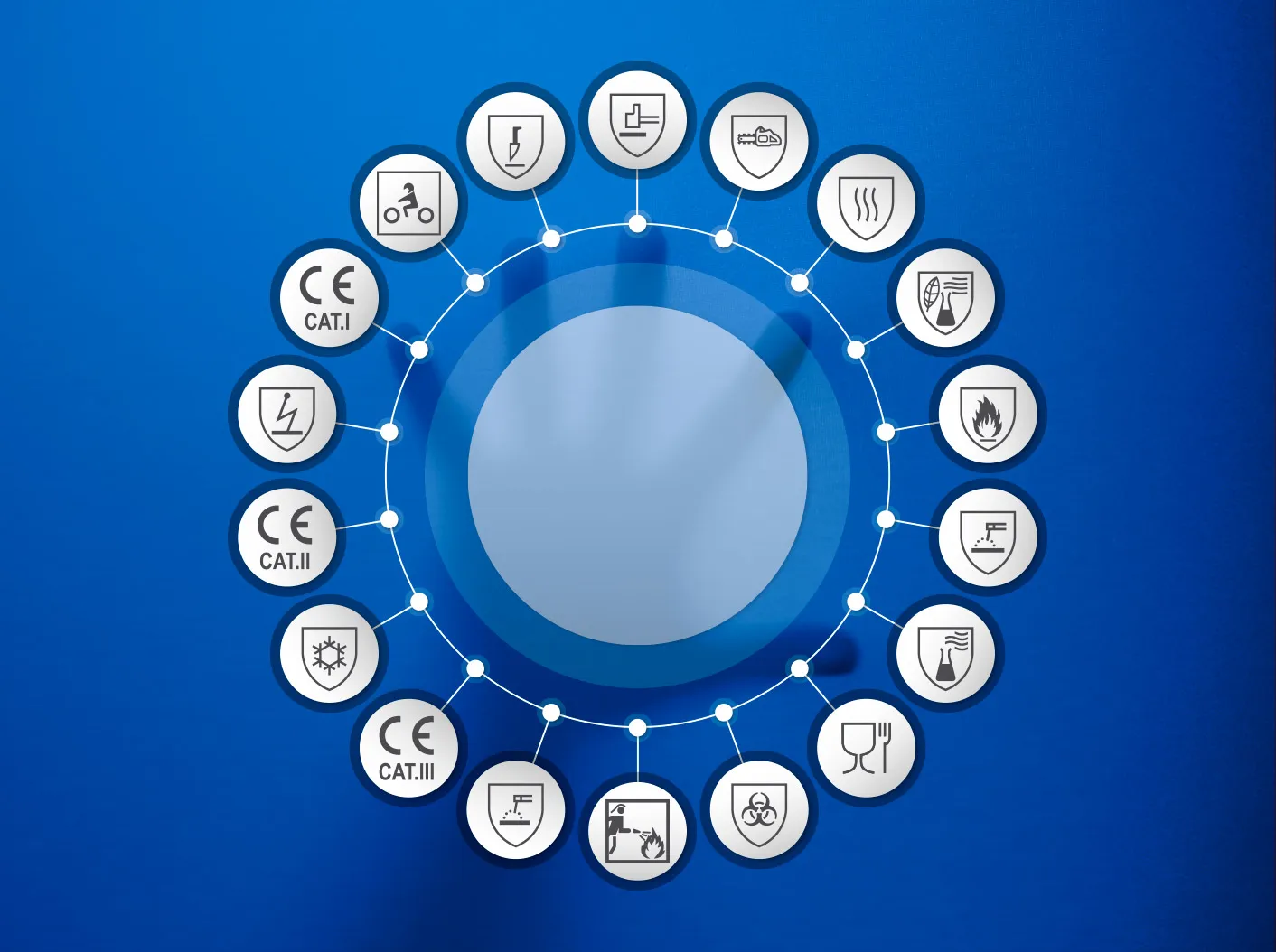
To facilitate the search for the most suitable glove we have created a system of filters that you can combine and that can help you narrow your search according to the work environment, the regulations, the coating material or the type of glove.
News in gloves


Nitrile Gloves Towa - CJ569 ACTIVGRIP
Seamless Nylon® glove with double nitrile coating, water-proof and Microfinish®.


Nitrile Gloves Towa - 541S ACTIVGRIP OMEGA
Seamless glove with HPPE and steel fibre liner with double nitrile coating and Microfinish® finish on palm and fingers.



Work gloves by type of use or risk






See gloves by industries
JUBA SSP
Is a custom tool to help businesses choose the best hand and arm protection solution
News
Find out all the new stuff we’ve got for you.
News
Juba Workwear: clothes for those who are always on the move
There are people who never stop. They start the day with energy and finish it having given their best. For them, workwear is not just a uniform: it’s a partner that must rise to every challenge.
That’s the idea behind the new Juba Workwear concept, under the motto “Juba is action". A collection designed for those who know that working well also means feeling comfortable, safe, and yes—stylish.
Dressing to overcome any challenge
This new Juba collection goes far beyond the basics. Each garment is created to resist, endure, and move with you throughout the day, without compromising on modern design. From ultra-light technical fabrics that enhance performance, to redesigned iconic pieces that already form part of the brand’s legacy.
The Tech Pro line is a perfect example: lightweight, breathable, and durable clothing made for those who perform at their best and need workwear that won’t let them down.
More than clothing, a philosophy
Behind Juba Workwear lies a different way of understanding professional apparel. The collection is built on four values that go beyond fashion or functionality:
Safety: because protection always comes first.
Quality: materials tough enough for the hardest days.
Sustainability: garments that respect the planet and are made to last.
Innovation: details that make the difference, turning clothing into a true work tool of the future.
Action never stops
With this relaunch, Juba reaffirms its commitment to those who are always on the move. It’s no longer just about making protective gloves, but about offering a complete solution that supports professionals at every step of their journey.
Because workwear can also inspire confidence, bring style, and make a difference. And Juba Workwear is here to prove it: action never stops—and neither do they.
8 October 2025
Read more

News
Protective equipment for mechanics
Today's garages offer a wide range of services, including vehicle mechanics, electrics, tyres, bodywork, glazing, etc.
In all these jobs, optimal protection for mechanics is necessary, so that they can do their work comfortably and safely.
Juba has the appropriate products to protect the hands of your team, as well as work clothes for these professionals.
Importance of the use of personal protective equipment
In mechanical workshops, protection is essential given the risks to which professionals working in this sector are exposed. The handling of parts and the handling of tools must be carried out with total precision, but also guaranteeing the safety of the professionals at all times.
Accident and injury prevention
The main purpose of protective equipment for mechanics is to prevent accidents and injuries.
Juba offers a wide range of protective equipment made of materials that are highly resistant to impacts, contact with chemical products and even cuts.
Safety regulations in mechanics workshops
In Spain there are safety regulations applicable to mechanics workshops, such as the following:
Law on Occupational Risk Prevention (Law 31/1995).
Regulation of Personal Protective Equipment (Royal Decree 773/1997).
Regulation (EU) 2016/425 on PPE.
In addition, each garment or clothing used in the work environment must comply with the specific regulations by type of associated risk for which it has been designed.
Employer and worker liability
The Spanish regulation on protection for mechanics also establishes responsibilities for both the employer and the worker.
Responsibility of the employer in mechanics' workshops
Assess the occupational risks present in the workshop.
Determine and provide appropriate PPE.
Provide training and information to professionals on occupational safety.
Supervise and control the protective equipment available and that safety regulations are complied with.
Responsibility of the worker in mechanical workshops
Correct use of the PPE provided.
Care and conservation of PPE, both during use and during storage and cleaning.
Communicate any type of failure or wear relating to this protective equipment for mechanics.
Comply with the safety instructions.
Types of protective equipment for mechanics
Protective equipment for mechanics covers the entire body of professionals. Gloves for mechanics are the most commonly used items, and at Juba you can find a large number of references of different types.
However, Juba also has other protective equipment that guarantee the safety of different parts of the mechanics' body, depending on the conditions of their work.
Hand protection
The catalogue of work gloves for mechanics offered by Juba covers all professional specialities in this sector:
Mechanic gloves.
Dielectric gloves for electrical work and automotive electronics.
Gloves for body shops.
Gloves for tyre workshops.
Gloves for glass workshops.
Body protection
For the specific work of welders in machine shops, Juba has body protection garments such as jackets and aprons made of split leather with extra selection of leather.
Foot protection
Mechanics should also have foot protection equipment appropriate to the working environment, depending on the potential risks involved, such as contact with chemicals, electricity, abrasives, etc.
Maintenance and replacement of equipment
An important part of occupational safety is the maintenance of protective equipment, which must also be ensured in the mechanical sector:
Periodic inspection of equipment
Periodic inspection of protective equipment for mechanics must be carried out before each use and with the frequency established according to regulations and manufacturer.
In general, protective gloves must also be inspected monthly, as well as after any serious or high-risk exposure.
When to replace each type of protection
As soon as a sign of wear or breakage is identified, it is necessary to replace the PPE with a new one in perfect condition.
In addition, it is advisable to replace protective gloves as soon as it is perceived that they show any loss of properties.
The manufacturer's data sheet should also be consulted to check the estimated useful life of each product.
Proper storage
One of the key factors for optimal preservation of protective equipment for as long as possible is to ensure proper storage.
It is best to store this equipment in individual boxes, in dry, ventilated and clean areas, out of direct sunlight and without danger of coming into contact with other chemicals, flammable materials or heat sources.
13 July 2025
Read more

News
What is PPE and when is its use mandatory?
In every professional sector, the use of protective equipment has been standardized under specific regulations.
This use is governed by existing legislation that has been approved and updated, which specifies everything from the type of PPE needed in each situation to the mandatory nature of its use and the responsibilities of both employer and employee.
What is PPE?
PPE is Personal Protective Equipment, i.e. a set of clothing and accessories to be worn and additional supplements that every professional must wear to carry out their work safely and effectively.
Why is PPE important?
PPE is designed to protect professionals, in order to avoid or reduce potential risks during the tasks they have to carry out that could jeopardise their safety.
For this reason, they are not only considered essential to the performance of any job (depending on the risks to be prevented), but also because there are regulations that make their use compulsory in certain circumstances in the professional field.
Types of PPE for businesses
There are many criteria for classifying PPE for businesses, but in general, three main categories are identified according to the level of risk to which the professional is subjected:
Category I: minimal risks
Includes all PPE designed to protect workers from minimal risks, situations where not wearing the equipment would not seriously compromise their safety or health.
Category II: intermediate risks
This covers PPE designed to protect against risks of intermediate severity which may cause injury or impact compromising the physical integrity of a professional. Given the increased importance of this PPE, it must undergo a conformity assessment by an authorised body, which will confirm the guaranteed effectiveness of its use.
Category III: serious or fatal risks
This category covers all PPE designed to protect against risks that could result in serious injury, permanent disability or even the death of the professional.
When is PPE legislation mandatory?
Current legislation on PPE in Spain is governed by a number of regulatory frameworks and Royal Decrees, including:
Royal Decree 773/1997, of 30 May, on minimum health and safety requirements for the use of Personal Protective Equipment.
Law 31/1995, of 8 November, on the prevention of occupational risks.
Royal Decree 1801/2003, on general product safety (including PPE).
Regulation (EU) 2016/425, of the European Parliament and of the Council, of 9 March 2016, on personal protective equipment. Replaces Directive 89/686/EEC.
Royal Decree 1591/2009, on health products (applicable to PPE also considered as health products).
PPE legislation also indicates when their use is compulsory, which generally applies when specific provisions are laid down for certain sectors or occupational activities, and when risks cannot be avoided or sufficiently limited by technical means of collective protection or organisational measures at work.
Responsibilities of the employer and the employee
The regulations on when it is compulsory to use PPE also bind a certain responsibility to both the employer and the employees, as follows:
The employer is obliged to provide the necessary PPE at no cost to its employees, as well as ensuring its proper use and providing appropriate information and training.
The employee, on the other hand, has an obligation to use PPE when specified by the regulations, to do so in an appropriate manner and to ensure that it is maintained or to inform the employer of the need to receive new equipment.
13 July 2025
Read more
Technologies used in our work gloves







